Nyheter
 Hjem / Nyheter / Bransjenyheter / Hvordan installere en slangeklemme i rustfritt stål trinn for trinn?
Hjem / Nyheter / Bransjenyheter / Hvordan installere en slangeklemme i rustfritt stål trinn for trinn? Hvordan installere en slangeklemme i rustfritt stål trinn for trinn?
 2026.04.02
2026.04.02
 Bransjenyheter
Bransjenyheter
Det korte svaret: Hvordan installere en slangeklemme i rustfritt stål på riktig måte
Installere en rustfritt stål slangeklemme kommer riktig ned til fire vesentlige: plasser klemmen 6–10 mm fra slangeenden , juster skruehuset vekk fra hindringer, stram først for hånd for å feste klemmen jevnt, og trekk deretter til i henhold til produsentens spesifikasjoner - vanligvis 2–4 Nm for standard snekkedrevne klemmer . Gjøres riktig, holder en riktig installert klemme en lekkasjefri tetning under trykk over 300 kPa uten å skade slangen. Trinnene nedenfor går gjennom alle detaljer i den riktige installasjonsprosessen, fra valg av riktig klemme til å utføre en siste trykksjekk.
Velge riktig slangeklemme i rustfritt stål før du starter
Riktig installasjon begynner med riktig valg. Bruk av en klemme av feil type eller størrelse er den viktigste årsaken til installasjonsfeil – ikke teknikk. De mest brukte typene innen bil-, marine- og industriapplikasjoner er:
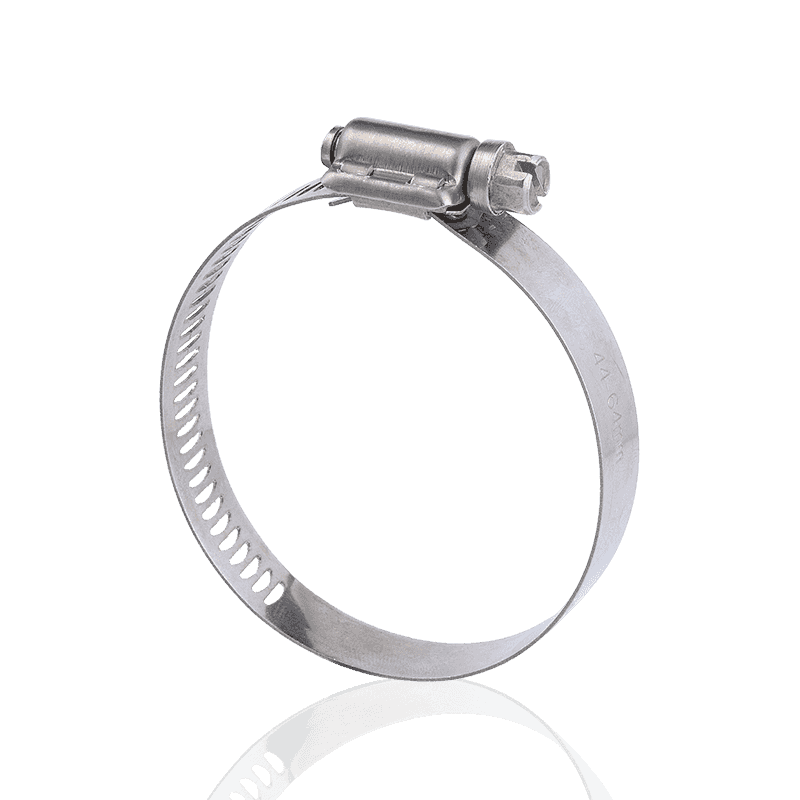
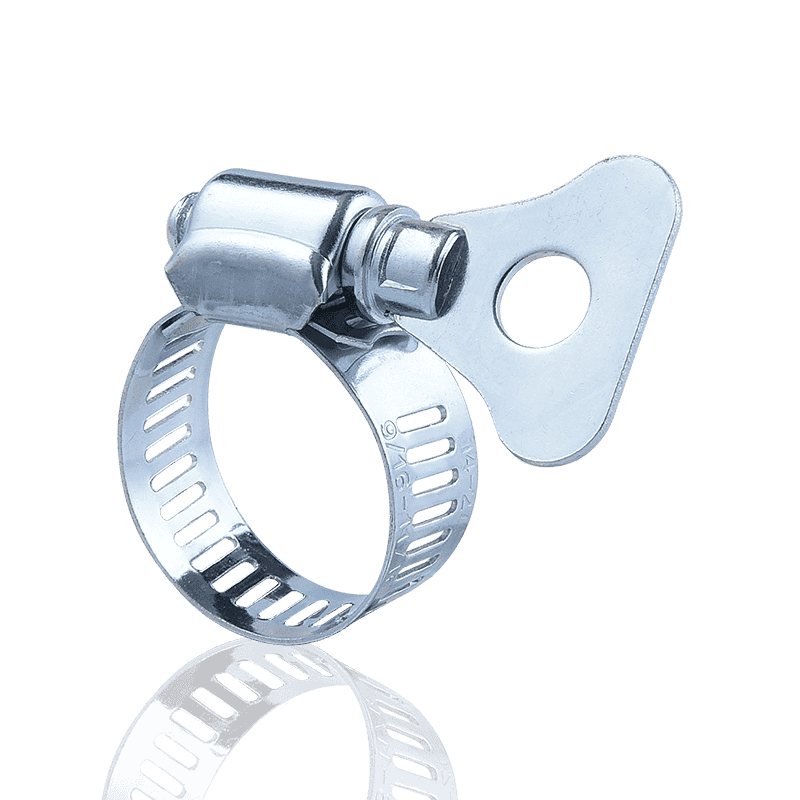
- Snekkedrevne (skruebånd) klemmer — Justerbar, egnet for de fleste generelle slangediametre. Standardvalget innen bil- og vanningssystemer.
- Enkeltøre (Oetiker-stil) klemmer — Krympet én gang og permanent. Brukes i drivstoffledninger og kjølevæskeledninger der vibrasjonsmotstand er kritisk.
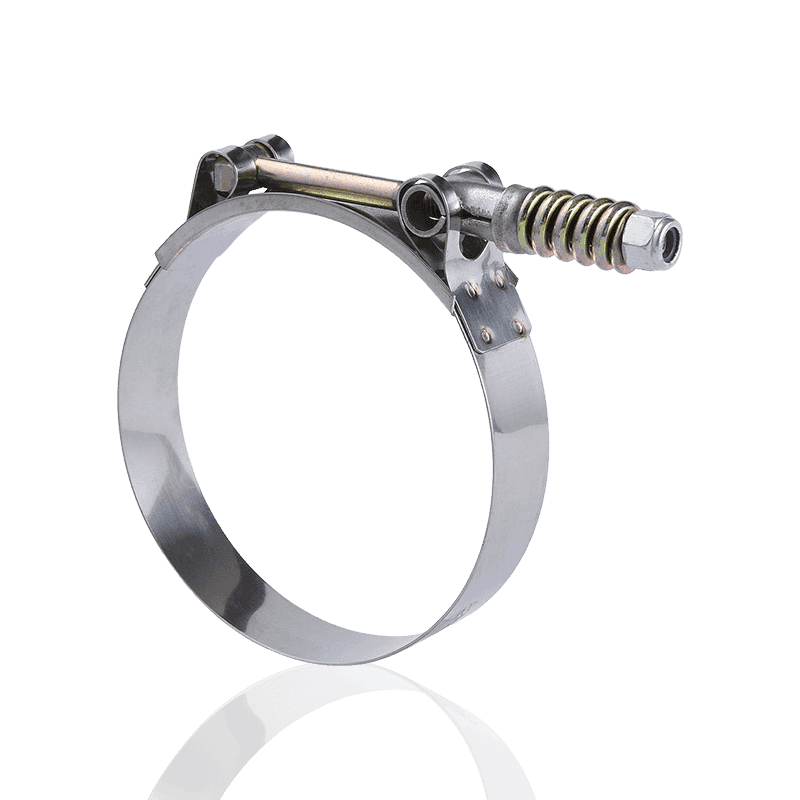
- T-bolt klemmer — Kraftige applikasjoner med høyt dreiemoment, som turboladerslanger og industrielle slangeenheter med stor diameter.
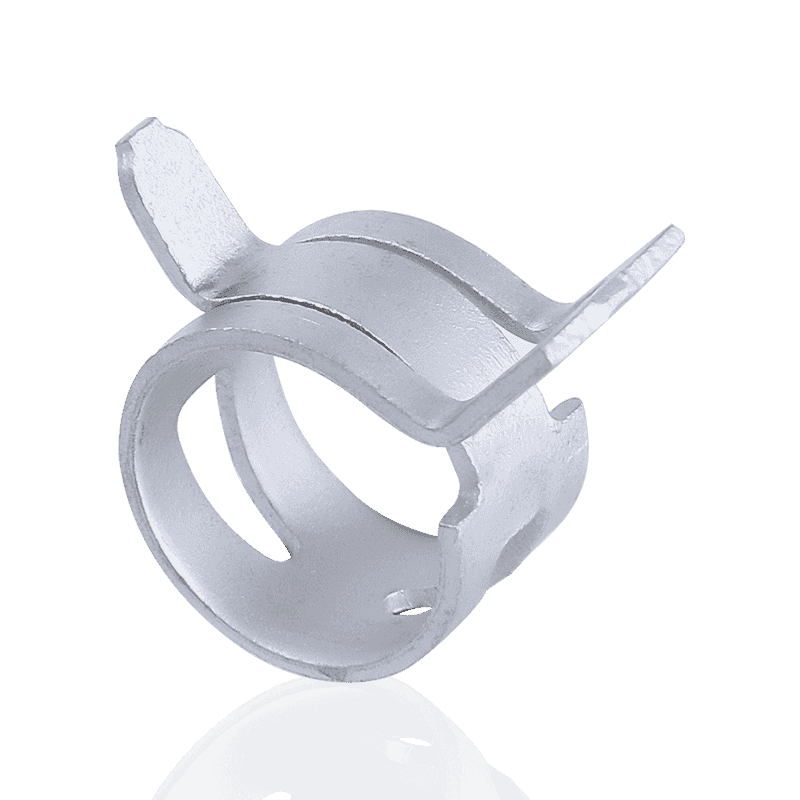
- Fjærklemmer — Konstant spenningsdesign som kompenserer for termisk ekspansjon; vanlig i OEM kjølesystemer.
For klemmediameter, mål ytre diameter (OD) på slangen når den er installert på koblingen — ikke slangen OD alene. En slange strukket over et mothakebeslag øker i diameter. Velg en klemme hvis justeringsområde dekker denne installerte OD med minst 5 mm gjenværende justering i begge retninger.
Materialkarakteren har også betydning. 304 rustfritt stål passer de fleste ferskvanns-, drivstoff- og luftapplikasjoner. 316 rustfritt stål er nødvendig for sjøvann, kjemiske miljøer og kystmiljøer der kloridindusert korrosjon er et problem. Innkjøp fra en anerkjent Slangeklemmeprodusent i rustfritt stål sikrer sertifiserte materialkvaliteter og konsistent båndtykkelse - typisk 0,6 mm til 0,8 mm for standard snekkedrevne klemmer.
| Klemmetype | Typisk diameterområde | Maks trykk | Beste applikasjon |
|---|---|---|---|
| Worm-Drive | 8 – 200 mm | 300 – 500 kPa | Kjølevæske, vanning, drivstoff |
| Enkelt øre | 6 – 60 mm | Opptil 600 kPa | Drivstoffledninger, bremsevakuum |
| T-bolt | 40 – 160 mm | Opptil 1200 kPa | Turboslanger, industrirør |
| Fjærklemme | 10 – 80 mm | 200 – 400 kPa | OEM kjøling, termisk sykling |
Nødvendig verktøy og forberedelser
Å ha de riktige verktøyene klare før installasjon reduserer sjansen for feil. Du trenger:
- Flathode- eller Phillips-skrutrekker (for snekkedrevne klemmer) eller en 7 mm / 8 mm muttertrekker
- Momentskrutrekker eller momentnøkkel — avgjørende for å oppnå en konsistent, kalibrert klembelastning
- Øreklemmetang (for enkeltøreklemmer)
- Ren klut eller lofri klut
- Slangesmøremiddel eller mildt såpevann (for å lette slangen over koblingen uten å rive)
- Linjal eller vernier-skyvelære (for å bekrefte plasseringen)
Før du installerer, inspiser beslaget (nippel eller mothake) for sprekker, korrosjon og grader. Selv en mindre grad kan skjære gjennom en slangevegg under klemtrykk. På samme måte, inspiser slangeenden - den må kuttes rent og rett, uten at den slites eller sprekker. Et 90-graders kutt gir maksimal kontaktflate for klembåndet.
Trinn-for-trinn installasjon av en ormdrevet slangeklemme i rustfritt stål
Snekkedriftstypen er den vanligste klemmen tilgjengelig fra noen Rustfritt stål slangeklemme fabrikk . Følg disse trinnene i rekkefølge:
Trinn 1 — Skyv klemmen på slangen før montering
Tre klemmen på slangen før skyve slangen på koblingen. Dette er en vanlig feil - å forsøke å plassere en klemme etter at slangen allerede er på koblingen er vanskelig og resulterer ofte i en skjev passform. Åpne klemmen til maksimal diameter før du skyver den på, og hold skruehuset vendt utover for enkel tilgang.
Trinn 2 — Smør og skyv slangen på fittingen
Påfør en tynn film av slangekompatibelt smøremiddel – mildt såpevann fungerer – på slangens indre overflate og den passende mothaken. Skyv slangen helt inn på koblingen til den bunner ut mot koblingsskulderen, eller til minst 25 mm kobling er inne i slangen for beslag uten skulderstopp. Hvis du vrir slangen litt mens du skyver, hjelper den å sitte jevnt.
Trinn 3 — Plasser klemmen på riktig plassering
Skyv klemmen til en posisjon 6–10 mm fra slangeenden . Denne plasseringen sikrer at båndet komprimerer slangen over den bredeste delen av den passende mothaken, og maksimerer tetningskraften. Hvis du plasserer den for nær slangeenden risikerer du at båndet sklir av slangen under trykk. Ved å plassere den for langt bak, plasseres den over den passende stammen i stedet for mothaken, noe som reduserer grepet betraktelig.
Trinn 4 — Orienter skruehuset
Roter klemmen slik at skruehuset er tilgjengelig etter installasjon – unngå å plassere det rett bak strukturelle komponenter, ledninger eller andre slanger. I bilapplikasjoner er det standard praksis å orientere skruen på toppen eller siden av slangeløpet for å lette fremtidig service. Skruehuset skal ikke vendt nedover i miljøer der veiavfall eller væske som samler seg kan korrodere mekanismen.
Trinn 5 — Stram for hånd til setet jevnt
Bruk en skrutrekker eller muttertrekker for hånd, begynn å stramme klemskruen sakte. Når du strammer, observer båndet - det skal komprimeres jevnt rundt hele slangens omkrets. Hvis slangen buler ujevnt eller klemmen skifter posisjon, løsne og sentrer på nytt før du fortsetter. Stram kun for hånd til båndet er tett inntil slangen uten synlig mellomrom.
Trinn 6 — Endelig dreiemoment til spesifikasjonen
Bruk en kalibrert skrutrekker eller skiftenøkkel, trekk til til spesifisert dreiemoment:
- Standard snekkedrift (båndbredde 12–14 mm): 2,0 – 3,5 Nm
- Kraftig snekkedrift (båndbredde 16–20 mm): 3,5 – 5,0 Nm
- T-bolt klemmer: 5,0 – 10 Nm avhengig av diameter
Aldri stram for mye. For stort dreiemoment skjærer inn i slangen, svekker båndet og kan strippe skrugjengen – paradoksalt nok reduserer klemkraften og forårsaker den nøyaktige lekkasjen den var ment å forhindre.
Trinn 7 — Re-torque etter første varmesyklus
Gummi- og silikonslanger slapper litt av etter deres første varmesyklus på grunn av termisk kompresjon og materialkryping. For alle bruksområder som involverer varme - motorkjølevæske, eksosslanger ved siden av, damp - Trekk til klemmen etter de første 10–15 minuttene av drift ved arbeidstemperatur . Dette enkelt trinnet forhindrer de fleste lekkasjer etter installasjon.
Installere en Single-Ear Clamp: A Different Process
Enkeltøreklemmer — et vanlig produkt fra alle Kina Slangeklemme i rustfritt stål leverandør — er ikke justerbare etter installasjon og krever øreklemmetang for å krympe. Prosessen er betydelig forskjellig:
- Skyv den åpne klemmen på slangen før montering.
- Skyv slangen helt inn på koblingen.
- Plasser klemøret rett over midten av den passende mothaken - vanligvis 8–12 mm fra slangeenden.
- Plasser øret mellom kjevene på øreklemmetangen, og sørg for at kjevene sitter helt i ørefordypningen.
- Klem tangen i en enkelt, fast, kontinuerlig handling til øret er helt flatt sammen.
- Inspiser det krympede øret - det skal være jevnt flatt uten sprekker. Et delt øre indikerer feil tangjustering og klemmen må skiftes ut.
Enkeltøreklemmer kan ikke gjenbrukes. Hvis en klemme av en eller annen grunn må fjernes, klipp den av og erstatt den med en ny. Forsøk på å åpne et krympet øre igjen svekker metallet og kompromitterer tetningskraften med opptil 40 % .
Vanlige installasjonsfeil og hvordan du unngår dem
- Plasser klemmen for nær slangetuppen — Bandet har ingenting å ta tak i. Plasser den 6–10 mm bakover fra den kuttede enden, over den passende mothaken.
- Overstramming — Den vanligste årsaken til slangeskader. Bruk et momentverktøy, ikke gjetting. Hvis slangematerialet deformeres synlig under båndet, er dreiemomentet for høyt.
- Installere en clamp on a dirty or wet surface — Fuktighet, olje eller rusk under båndet hindrer full kontakt. Rengjør og tørk slangen og koblingen før montering.
- Bruke en slitt eller underdimensjonert skrutrekker — Cam-out skade på skruespalten forhindrer riktig dreiemoment. Bruk riktig verktøy og hold det i flukt med skruehodet.
- Hopp over trinnet med remoment — Som nevnt er dette ansvarlig for en betydelig andel av lekkasjer etter installasjon i termiske applikasjoner.
Inspeksjon og testing etter installasjon
Visuell inspeksjon alene er ikke tilstrekkelig for å bekrefte en lekkasjefri installasjon. Etter installasjonen, utfør følgende kontroller:
- Visuell sjekk: Bekreft at båndet er flatt og jevnt, uten vridning eller knekking. Skruehuset skal ikke skråstilles til den ene siden.
- Trykktest: For vann- eller hydraulikkslanger, trykk til 1,5 ganger arbeidstrykket og hold i 60 sekunder. Inspiser for gråt eller drypp ved klemmebåndets kanter.
- Funksjonell syklus: For motorkjøleslanger, kjør motoren til full driftstemperatur og tilbake til kald minst én gang. Inspiser for lekkasjer ved driftstemperatur og igjen etter avkjøling.
- Dreiemomentverifisering: Etter den første termiske syklusen, forsøk å stramme klemmen med ytterligere 0,25–0,5 Nm. Hvis skruen dreier seg, har klemmen løsnet og krever dette ekstra momentet for å gjenopprette riktig klemkraft.
Vedlikehold og levetid
En korrekt montert rustfri slangeklemme har en levetid som ofte overstiger selve slangen. Men periodisk inspeksjon er fortsatt god praksis, spesielt i utfordrende miljøer. Anbefalte serviceintervaller:
- Bil / terreng: Inspiser hver 24. måned eller 40 000 km, avhengig av hva som kommer først. Se etter båndkorrosjon, utskruing og slangedeformasjon under båndet.
- Marine / kyst: Inspiser hver 12. måned. Selv 316-klasse rustfritt stål kan utvikle overflaterust (te-farging) i saltvannsspraymiljøer, noe som er kosmetisk, men verdt å overvåke.
- Industrielle rør: Inspiser ved hver planlagt vedlikeholdsstans. Kontroller dreiemomentverdier mot installasjonsoppføringer.
Bytt ut en klemme som viser synlige båndsprekker, betydelige korrosjonsgroper eller en skrue som ikke lenger holder momentet. Ikke forsøk å reparere en skadet slangeklemme i rustfritt stål — erstatningskostnaden er ubetydelig sammenlignet med kostnaden for en feil-indusert lekkasje.
Om Cixi Hengtuo Hardware Co., Ltd.
Cixi Hengtuo Hardware Co., Ltd. er en profesjonell Slangeklemmeprodusent i rustfritt stål med over 18 års produksjonserfaring. Fabrikken ble etablert i 2005, og sysselsetter i dag nesten 100 fagarbeidere og har en årlig produksjon på 30 millioner slangeklemmer på tvers av flere serier og spesifikasjoner.
Lokalisert i Cixi City, Zhejiang-provinsen, er anlegget strategisk plassert nær Ningbos Beilun internasjonale skipsterminal i øst, med praktisk tilgang til store logistikkkorridorer. Som ledende Kina Slangeklemme i rustfritt stål leverandør, produserer fabrikken britisk stil, tysk stil, amerikansk stil, sterk stil og enkeltøreklemmer - og støtter full tilpasset produksjon for å møte spesifikke dimensjons- og materialkrav.
Alle produktene er utviklet for høy strekkfasthet, høytrykksbestandighet og korrosjonsbestandighet , og er mye brukt i bil-, marine-, landbruks- og konstruksjonsapplikasjoner - inkludert olje-, gass- og væskeslangegrensesnitt på motorer, traktorer, skip, sprinklervanningssystemer og bygningsdrenering. Med avansert produksjonsutstyr, streng kvalitetsinspeksjon og en one-stop utvikling-til-levering servicemodell, har Cixi Hengtuo bygget et pålitelig rykte både innenlands og i internasjonale markeder. Som en dedikert Rustfritt stål slangeklemme fabrikk , forpliktelsen er tydelig: kvalitetssikring, konsekvent levering og kontinuerlig forbedring for hver kunde.
Ofte stilte spørsmål
Q1: Hvor tett skal en slangeklemme i rustfritt stål være?
For standard snekkedrevne klemmer er riktig dreiemoment 2,0 – 3,5 Nm for 12–14 mm båndbredder. Slangen skal føles fast og vise lett kompresjon under båndet - men ikke deformeres, bule eller vise kutt i overflaten.
Q2: Kan en slangeklemme i rustfritt stål gjenbrukes etter fjerning?
Snekkedrevklemmer kan generelt gjenbrukes hvis båndet er uskadet og skruen holder momentet riktig. Enkeltøre (krympe-stil) klemmer må alltid skiftes ut etter fjerning - de kan ikke krympes på nytt trygt.
Q3: Hva er forskjellen mellom 304 og 316 slangeklemmer i rustfritt stål?
304 rustfritt stål suits most general-purpose applications. 316 stainless steel adds molybdenum, giving it significantly better resistance to chloride corrosion — making it the correct choice for marine, coastal, and chemical environments.
Spørsmål 4: Hvorfor fortsetter slangeklemmen min å lekke selv etter at den er strammet?
De vanligste årsakene er: feil klemmeplassering (ikke over monteringsmothaken), forurensning av slange eller monteringsoverflate, en klemme som er for stor for slangediameteren, eller slangeavslapning etter en varmesyklus som krever ny tiltrekking. Kontroller hver faktor før du bytter ut klemmen.
Q5: Hvordan velger jeg riktig klemmediameter?
Mål den ytre diameteren på slangen etter at den er skjøvet på koblingen - ikke den nakne slangens OD. Velg en klemme hvis justeringsområde dekker denne installerte diameteren med minst 5 mm gjenværende justering på både stramme- og løsnesiden.
Q6: Kan rustfrie stålslangeklemmer brukes på høytemperatur silikonslanger?
Ja — rustfrie stålklemmer er godt egnet for silikonslanger i høytemperaturapplikasjoner. Bruk et klemmateriale av H- eller SH-grad ved drift over 150°C, og skru alltid til etter den første varmesyklusen, siden silikon viser større termisk avslapning enn gummi.







Selskapet streber etter fortreffelighet i alle aspekter av produksjon, salg og ettersalg, og sikrer at kundetilfredshet er det uforanderlige formålet med bedriften!
Hurtigkoblinger
Produktlenker
Kontakt oss
-
Address:222 Zhouhu Road, Zhouxiang Town, Cixi City, Zhejiang-provinsen, Kina
-
Phone: +86-13736108443
-
Tel: +86-574-63441573
-
Fax: +86-574-63452355
-
E-mail:
Copyright ? Cixi Hengtuo Hardware Co., Ltd. Rettigheter reservert. Engros slangeklemmeprodusent Kina slangeklemmefabrikk
